
Разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. Заготовки 1 собирают внахлестку и зажимают усилием Р между электродами 2, 3, подводящими ток к месту сварки от сварочного понижающего трансформатора 4 (рисунок 3.10 б).
Точечная сварка характеризуется образованием ядра из расплавленного металла соединяемых деталей, изолированного от внешней среды кольцом нерасплавляемого металла.
На рисунке 3.11 показана одна из применяемых циклограмм (изменение основных параметров режима во времени) точечной сварки. Весь цикл состоит из четырех стадий:
- сжатие свариваемых заготовок между электродами;
- включение тока и разогрев места контакта до Тплав, сопровождающийся образованием литого ядра точки;
- выключение тока и увеличение сжатия для улучшения структуры сварной точки;
- снятие усилия электродов.
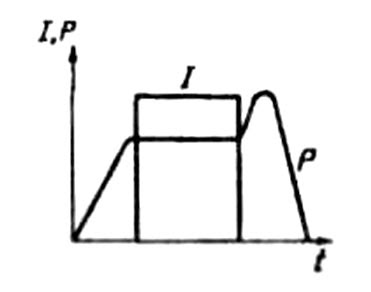
Рисунок 3.11 – Циклограмма точечной сварки
Точечной сваркой изготовляют штампосварные заготовки при соединении отдельных штампованных элементов сварными точками, широко применяется в крупносерийном производстве крупных узлов (автомобиле-, вагоно-, судо- и самолетостроения).
Применяют для изготовления изделий из низкоуглеродистых, низколегированных и высоколегированных сталей, алюминиевых и медных сплавов. Толщина свариваемых металлов составляет 0,5…5 мм.