
Сверлильные и расточные станки как близкие по назначению объединены в одну (2-ю) группу.
Сверление – метод получения сквозных или несквозных отверстий в сплошном материале. Обработку предварительно полученных отверстий в литых или штампованных заготовках (а также предварительно просверленные отверстия) для придания им правильной геометрической формы, повышения точности и снижения шероховатости рациональнее вести многолезвийным режущим инструментом-зенкером на сверлильных станках. Расточные станки применяют в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных заготовках корпусных деталей.
Обработку при этих методах, осуществляют при сочетании вращательного движения инструмента (сверла, резца и другого режущего инструмента при растачивании) являющегося главным движением и движения подачи (рисунок 4.5). Так, сверло, при обработке на сверлильном станке, получает поступательное движение подачи вдоль его оси.
При растачивании, движение подачи может быть продольным, радиальным и вертикальным, в зависимости от характера обрабатываемой поверхности, сообщается инструменту или заготовке.
На расточных станках выполняют также сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных цилиндрических поверхностей резцом, подрезание торцов, нарезание резьбы и фрезерование плоскостей.
Сверление
За скорость резания (м/мин) принимают окружную скорость точки. Окружная скорость режущей кромки наиболее удаленной от оси сверла:
м/мин.
Откуда
, мин–1 – частота вращения сверла.
Для обработки конструкционных углеродистых сталей:
, м/мин.
Скорость резания при сверлении изменяется от максимального значения вдоль режущей кромки на периферии сверла до нулевого значения У центра. Вызывает сложное деформирование Ме элемента срезаемого слоя.
Подача Sв (мм/об) равна осевому перемещению за один оборот. Глубина резания при сверлении в сплошном материале:
t=D/2
При рассверлении:
t=(D-d)/2, мм.
При выборе V особо учитывать стойкость сверла.
Выбор режима резания
Играет наиболее важную роль угол при вершине 2φ. Сверла работают в худших условиях, чем резцы – затруднен отвод стружки и подвод СОЖ к режущим кромкам, возникают большие трения о поверхность канавок сверла и сверла о поверхность отверстия.
- Сверла из инструментальной стали имеют различный угол при вершине 2φ, при обработке – стали (116-120°); чугуна (90-100°); алюминиевых сплавов (130-140°).
С уменьшением угла при вершине 2φ увеличивается активная длина главных режущих лезвий, что способствует лучшему теплоотводу (важно учитывать при сверлении древесно-слоистых пластиков и пластмасс), но при этом теряется прочность. - Определяют максимальную подачу: для сквозных отверстий берут меньше, чем для глухих. При сверлении глубоких отверстий подачу уменьшают. Учитывается требование к чистоте обработки. При получении более чистой поверхности подачу уменьшают (выбирают из справочников).
- Период стойкости сверла (продолжительность работы в мин без переточки).
Элементы срезаемого слоя:
- в – ширина срезаемого слоя, расстояние между обработанной и необработанной поверхностями по режущей кромке;
- а – толщина срезаемого слоя, расстояние между двумя положениями соседних режущих кромок, измеренное перпендикулярно к главной режущей кромке.
При сверлении отверстий на сверлильных и токарных станках достигается наибольшая точность по 10 квалитету. Экономически достигаемая точность составляет 11-13 квалитетов. Шероховатость поверхности по параметру Rz от 90 до 20 мкм. Rz – высота неровностей профиля по 10 точкам.
Повысить точность можно сверлением отверстий в кондукторах. Таким образом обработка сверлами обеспечивает низкую точность и чистоту поверхности; в ряде случаев применение сверл для рассверловки, особенно в литых корпусных деталях не рационально из–за их поломок.
Зенкерование
Как отметили, зенкерование – это процесс обработки отверстий, предварительно полученных литьем, ковкой, штамповкой и т.п.
Это многолезвийный инструмент число зубьев у зенкера (3-9). Уменьшается размер каждого зуба, увеличивается толщина сердцевины, увеличивается прочность. Соответственно – увеличение числа зубьев и жест кости обеспечивает более устойчивое положение зенкера при обработке отверстий, полученных литьем, ковкой. За счет уменьшения толщины срезаемого слоя достигается точность 10 квалитета 20-15 мкм по Rz.
Режимы резания выбираются аналогично сверлению.
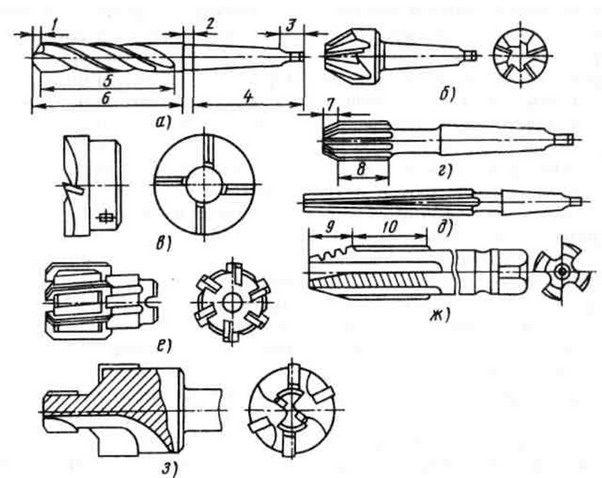
Рисунок 4.5 – Инструменты для обработки отверстий на сверлильных станках:
а – сверло; б, в – зенкеры; г, д, е – развертки; ж – метчик;
з – комбинированный зенкер с пластинками из твердого сплава
Развертывание
Обычно применяется после зенкерования в целях получения высокой точности и малой шероховатости обработанной поверхности: черновое (однократное) точность достигается до 7 квалитета Rz = 10…6,3 мкм, двухкратное до 6 квалитета Rz = 6,3…1,6 мкм.
Растачивание
Расточные резцы работают в менее благоприятных условиях, чем токарные так как имеют меньшие размеры (зависящие от размера оправок и диаметра обрабатываемого отверстия).
При работе на расточных станках главное вращательное движение, т.е. скорость резания передается инструменту:
[м/мин],
где D – диаметр обработанной поверхности, мм;
n – частота вращения режущего инструмента, об/мин.
Подача S – перемещение режущего инструмента (или заготовки) относительно обработанной поверхности (мм/мин или за один оборот шпинделя в мм/об).
Глубина резания

где d – диаметр отверстия до обработки, мм.