Рассмотрим три разновидности ГТН: электродуговую металлизацию, а также газопламенное и плазменное напыления.
Электродуговая металлизация (ЭДМ)
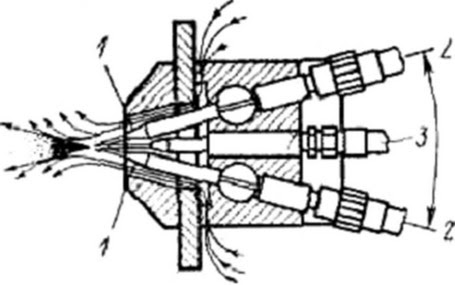
Принципиальная схема электродуговой металлизации показана на рисунке 1.11. Через два канала в горелке непрерывно подают две проволоки (диаметром 1,5-3,2 мм), между концами которых возбуждается дуга, за счет тепла которой и происходит расплавление проволоки.
Расплавленный металл подхватывается струёй сжатого воздуха, истекающего из центрального сопла электрометаллизатора, распыляется и в виде жидких капель переносится на поверхность напыляемой детали.
Схема электродуговой металлизации
Производительность процесса электродуговой металлизации (ЭДМ) чрезвычайно высока, например, можно напылять стальное покрытие с производительностью до 36 кг/ч, цинковое покрытие – до 1,2 кг/мин. При использовании в качестве электродов проволок из двух различных металлов можно получить покрытие из их сплава.
Такого рода сплавы называют псевдосплавами. Эксплуатационные расходы при электрометаллизации небольшие. Процесс дугового напыления хорошо поддаётся автоматизации.
Краткие характеристики покрытия:
- Пористость покрытия, 5-20 %;
- Прочность сцепления покрытия с основой (адгезия), 3,0–5,0 кг/ мм² ;
- Толщина напыленного слоя, 0,5 –15 мм.
Газопламенное напыление
Газопламенное напыление в зависимости от состояния напыляемого материала может быть трех типов: напыление проволокой, прутком или порошком (рисунок 1.12).
Схема газопламенного напыления
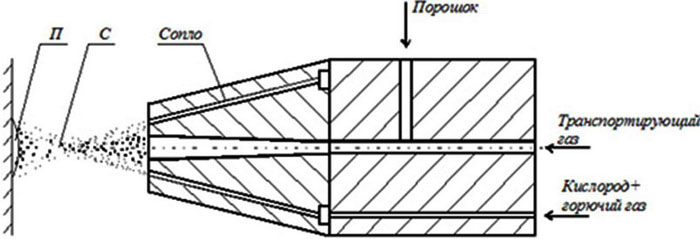
Напыляемый материал, имеющий форму прутка или проволоки, подают через центральное отверстие горелки и расплавляют пламенем горючей смеси. Расплавленные частицы металла подхватываются струёй сжатого воздуха и в мелкораспыленном виде направляются на поверхность изделия. Проволока подаётся с заданной скоростью роликами, приводимыми в движение встроенной в горелку воздушной турбиной, работающей на сжатом воздухе, используемом при напылении, или электродвигателем через редуктор.
Для напыления обычно используют проволоку диаметром не более 3 мм, однако при напылении легкоплавкими металлами (алюминий, цинк и т. п.) в интересах повышения производительности процесса допускается использование проволоки диаметром 5-7 мм. В качестве горючего газа в большинстве случаев используют ацетилен, можно также применять пропан и водород, а в качестве окислителя – кислород.
При газопламенном способе напыление осуществляется в основном теми материалами, температура плавления которых ниже температуры пламени. После напыления иногда проводят оплавление покрытия, которому, в частности, подвергают покрытия, напыленные самофлюсующимися сплавами на никелевой и кобальтовой основе с добавлением в них в качестве флюсующих добавок бора и кремния.
Оплавление обеспечивает получение плотного покрытия, практически без пористости. Технология газопламенного напыления довольно проста, а стоимость оборудования и затраты на эксплуатацию низкие, в связи с этим данный способ находит широкое применение в практике. Процесс газопламенного напыления хорошо поддаётся автоматизации.
Краткие характеристики покрытия:
- Пористость покрытия, 5–12%;
- Прочность сцепления покрытия с основой (адгезия), 2,5 –5,0 кг/ мм2 ;
- Толщина напыленного слоя, 0,5 –10 мм.
Плазменное напыление
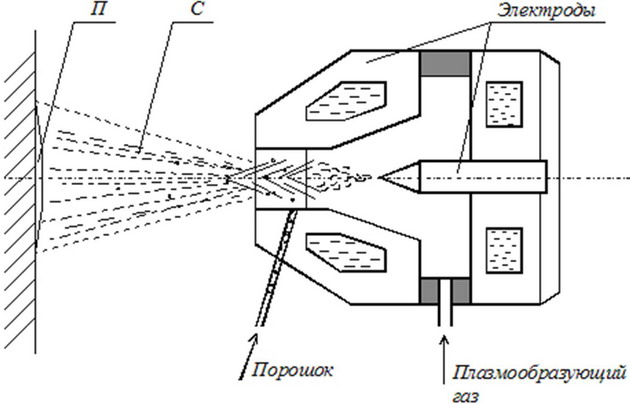
Между катодом и медным водоохлаждаемым соплом, служащим анодом, возникает дуга, нагревающая поступающий в сопло горелки рабочий газ, который истекает из сопла в виде плазменной струи. В качестве рабочего газа используют аргон или азот, к которым иногда добавляют водород.
Порошковый наплавочный материал подается в сопло струёй транспортирующего инертного газа, нагревается плазмой и с ускорением переносится на поверхность основного материала для образования покрытия. Средняя температура плазмы на выходе из сопла плазмотрона находится в пределах от нескольких тысяч градусов до десятков тысяч градусов Кельвина.
КПД плазменной горелки составляет 50—70%. Высокая температура плазмы позволяет проводить напыление тугоплавких материалов. Возможность регулирования температуры и скорости плазменной струи путем выбора формы и диаметра сопла и режима напыления расширяет диапазон напыляемых материалов (металлы, керамика и органические материалы).
Покрытия, полученные методом плазменного напыления, обладают высокой плотностью и хорошим сцеплением с основой. Процесс плазменного напыления хорошо поддаётся автоматизации. Схема плазменного напыления показана на рисунке 1.13.
Схема плазменного напыления
Краткие характеристики покрытия:
- Пористость покрытия,% 4 – 8;
- Прочность сцепления покрытия с основой (адгезия), 5,0–8,0 кг/ мм² ;
Толщина напыленного слоя:
- при напылении металлов и сплавов, 0,05 – 5,0 мм;
- при напылении керамики, 0,05 – 0,5 мм.
Сравнение методов
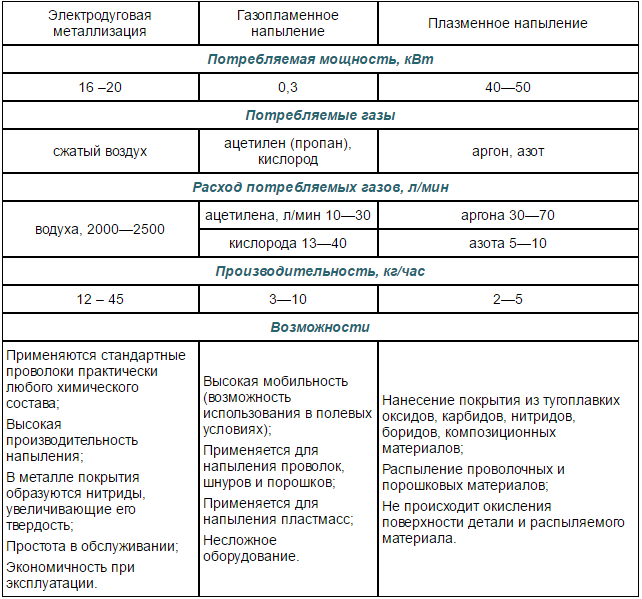
Таблица 1.1 – Сравнительная характеристика методов газотермического напыления